


Abrasive Cleaning Methods for Masonry
Jamie Fairchild
 |
|
| A swirling vortex abrasive system is used to remove carbon sulphation (gypsum crust) from a drip mould using dolomite abrasive |
Successful large-scale cleaning or coating removal is usually achieved by combining techniques, either in sequence or area by area. Since a technique may offer a wide range of adjustment, devising the best methodology can appear to be a complex procedure. However, it is made much easier if we first understand the virtues and shortcomings of the techniques. In practice these shortcomings will normally eliminate beforehand all but a few of the initial options.
GENERAL CONSIDERATIONS
The cleaning of a listed building may be deemed an alteration, in which case it would require listed building consent or a faculty before commencement. This protection applies to the inside and outside of a building, the removal of paint and the undertaking of trials. An acceptable alteration is one that maintains or enhances the significance of the building, so it would be necessary to justify the intervention and to first consider schemes which retain in situ all or part of any compatible existing coatings. This extends to layers considered to be part of the historic fabric and, if they are to be removed, they should first be recorded and samples archived.
The principal current guidance document for masonry cleaning is BS8221: Code of practice for cleaning and surface repair of buildings – Part 1: Cleaning of natural stones, brick, terracotta and concrete. Revised in 2012, BS8221 addresses the relevant factors and considerations together with a categorisation and description of the principal cleaning methods. The broad groups of substrate are defined and their individual characteristics described as they relate to cleaning. While the document is punctuated by precautions and caveats, it recommends which methods are generally appropriate to each substrate and soiling type – although this should itself be treated with caution. The document is a guide and not a specification, nor can a specification be written by reference to it alone. The cleaning operation and its outcome must also comply with statutory legislation with regard to health and safety and the environment.
The litmus test (no pun intended) will be to trial cleaning methods in situ. Producing test panels is a normal requirement of the consent process. They should be positioned discreetly but must be representative of the substrate, soiling and detail and produced at the earliest opportunity, if possible long before commencement of the main project. The trials can be used not only to demonstrate the cleaning or coating removal but also to assess the condition of the underlying masonry, its type and colour, and the pointing and repairs required.
 |
 |
| Above left: dry micro-abrasive system fitted with a 1mm aperture nozzle. Above right: a swirling vortex abrasive system: compressed air is dried by the air cooler before it arrives at the pressure vessel or ‘pot’. Abrasive is metered into the air flow and carried towards the nozzle. Pressurised water is separately directed to the nozzle where it can be added to the swirling mixture via a valve. | |
Before starting the trials it is important to establish what outcome is required, so that the parameters of the process can be determined. The test panels should demonstrate whether the methods will actually work and, if so, how quickly and whether they are practical in the context of the specific project and site. Approved panels are retained as exemplars and are a prerequisite for setting the standard and monitoring of all subsequent cleaning work. However, unsatisfactory results should also be noted as these too will inform the decision-making process.
To minimise the range of methods to be trialled, it will be necessary to identify the substrate and soiling types and the nature of the coating/deposition. This starts with a visual examination, perhaps with the aid of a 5-10x magnifier or USB microscope. However, sampling and off-site analysis can help to predict the reaction of the substrate to the cleaning process and may be essential where toxic coatings or residues are suspected. The assessment will help to differentiate between that which is natural and benign, and that which is disfiguring or harmful. We might describe the former as patina and perhaps intrinsic to the substrate, and the latter as a contaminant and extraneous. This judgement can be highly subjective but for cleaning, one indicator might be the relative ease with which unwanted matter can be removed without visible loss of sound substrate.
TERMINOLOGY
In society at large the word cleaning has a positive connotation but in conservation it is regarded with caution, especially if prefixed by ‘chemical’ and particularly by ‘abrasive’. ‘Sand-blasting’ is frequently a disparaging term which implies a violent or disruptive process and is often used by the uninitiated to describe any form of air-abrasive cleaning. It is important to understand that this method is not necessarily harmful, but it does require appropriate testing, specification and skill.
While the method categories set out in BS8221 are a little idiosyncratic, we might simplify them as chemical, water-based, mechanical (both hand and powered) and laser or radiation methods. Abrasive techniques fall within the description ‘mechanical’. (In reality there is a considerable overlap between the categories since, for example, chemical treatments and abrasive methods frequently use water.)
PROPERTIES OF ABRASIVES
Abrasives may be chemical in composition, but their effect in cleaning is normally physical and results from impact or movement while in contact with the substrate. Abrasives are typically quarried as a primary product and are thus natural (calcite or olivine for example), or manufactured and thus synthetic (such as calcium silicate – a by-product of steelmaking – or recycled bottle glass). A small number are manufactured specifically for the purpose but all abrasives require significant work to produce or refine them. For this reason, in a factory environment, efforts are made to recycle them, either by centrifuge or magnetic recovery (of steel shot), to separate undersized particles and debris. For masonry cleaning this is usually impractical as the abrasives are often used wet and are relatively soft, breaking down considerably with each use.
Both natural and synthetic abrasives can be classified by their size, hardness, shape and density. Other active characteristics may include solubility (sodium bicarbonate), absorbency (sodium bicarbonate and abrasive impregnated sponge), temperature and the ability to turn from solid to gas (dry ice).
Size
Traditionally, particle size distribution has been determined using laboratory sieves but it is now often measured using ‘laser diffraction’. This measures the range and proportion of particle sizes within a representative sample. A good abrasive will have a narrow range of particle sizes. The approximate mean particle diameter is sometimes used to describe the sample as a whole, for example 150 microns (0.15mm).
For sensitive work, preference should be given to abrasives of smaller particle size, all other factors being equal. For micro-abrasive work the size might be in the range 10-100 microns while that for larger-scale work might be in the order of 80-250 microns. Sizes larger than this are normally reserved for industrial applications or ‘surface preparation’ – the removal of all deleterious material and provision of surface texture to aid the adhesion of a specialist coating or render, not a conservation application.
Hardness
This is determined by a scratch resistance test which provides a value between 1 and 10, recorded on the Mohs Scale of mineral hardness, with higher readings indicating greater hardness. A copper coin for example has a hardness of approximately 4 Mohs while that of window glass is 6 and diamond is 10. An abrasive of one particular type will have a relatively consistent hardness from one particle to another, but the same is not always the case for the substrate. Granite for example is composed of a range of minerals including quartz (7), mica (3) and feldspar (6). A siliceous sandstone may comprise grains of silica (quartz: 7) cemented with silica, while a calcareous sandstone may be composed of silica (7) bonded with calcium carbonate (2.5-3).
For polished surfaces and un-weathered concrete, the abrasive hardness should be less than the softest constituent of the substrate. For glass, or glazed surfaces (such as terracotta/faience), the value should be at least 2 Mohs less than the substrate. If this cannot be achieved it may be necessary to adopt a different cleaning technique. These examples aside, abrasive selection for open-textured substrates is more usually dictated by the hardness of the soiling or coating to be removed – in other words the abrasive should be similar or harder than the unwanted matter, even where the substrate is softer. This may at first seem counterintuitive, but prolonged use of a soft abrasive on a hard coating over a soft substrate will invariably result in pitting compared with a hard/sharp but fine abrasive.
Shape
The shape of an abrasive particle can be described as rounded, cuboid or angular. Particles with more and sharper edges normally have increased cleaning efficiency. Sharpness is often, although not always, associated with minerals of greater hardness. As a general rule, rounded particles are likely to be more conducive to retaining patination (including bronze for example) than sharp abrasives.
Density
Higher density permits more energy to be transmitted by a particle at otherwise the same velocity. Copper slag for example has both great hardness and a high density. For masonry cleaning, high density is not usually necessary and can cause damage.
MATERIAL |
HARDNESS |
SOURCE/NOTES |
|
| Talc | 1 |
3 |
|
| Crushed egg shells | 2 |
3 |
|
| Sodium bicarbonate | 2.5 |
2,3,† (BS states 4.0 Mohs) |
|
| Crushed almond shells and olive stones | 2.5-4.5 |
1,3 |
|
| Crushed calcium carbonate (normally carboniferous limestone) | 2.5-3 |
1, 2,3,† |
|
| Marble (crystalline calcium carbonate) | 3 |
† |
|
| Synthetic aluminium oxide (alumina) | 3.5 |
3 |
|
| Dolomite | 3.5-4 |
3,† |
|
| Glass bead | 4-5 |
1, 2, 3 |
|
| Calcium silicate | 5.5-6.5 |
1,† |
|
| Crushed glass | 5-6 |
2,† |
|
| Mineral slag | 5.5-8 |
1,2 (BS states 7.0-8.0 Mohs) |
|
| Aluminium silicate | 6-7 |
1,† |
|
| Crushed stone (e.g. olivine) | 6.5-7.5 |
1, 2, 3 |
|
| Copper slag | 7.5 |
1,3 |
|
| Silicon carbide (carborundum) | 9 |
2,3 (BS states 7.0-8.0 Mohs) |
|
| Natural aluminium oxide (corundum) | 9 |
1,2 |
ABRASIVE TYPES
BS8221 offers a list of abrasives that may be used for dry air abrasion and a truncated list for ‘dry micro abrasion’. English Heritage’s Practical Building Conservation: Stone (see Further Information) offers an alternative list. There are certain anomalies but in general, for cleaning masonry, those >7 Mohs should only be used at very small particle size (principally for micro abrasion) while those ≤2.5, especially when of low density, can be used at moderately large particle size. Those in common use for careful cleaning of masonry fall generally into the 2.5-6.5 Mohs range of hardness.
It is vital, however, to consider all the abrasive characteristics, not just hardness. All abrasives are an inhalation risk, particularly at fine particle size. Many will be marketed by their trade name rather than chemical or descriptive name. Product material safety data sheets or technical data sheets will normally provide the definitive description. Aluminium silicate (coal slag), calcium silicate (blast furnace slag) and copper slag are all forms of mineral slag. Sponge media is impregnated with abrasives of various types and hardness.
TOXICITY AND PRECAUTIONS
Abrasives for dry use must be less than 1 per cent free silica. While this does not prohibit abrasives at higher percentages from being used wet, ensuring that the silica does not become airborne once dry or during cleaning up therefore prohibits the use of quartz sand. Silica may also become airborne during the cleaning of brickwork, sandstone, granite, slate or other substrates.
It should be assumed that any particulate is a potential hazard to the respiratory system. Adding water to the abrasive flow will considerably reduce airborne dust but there is evidence to show that wet particulate may pass further into the lungs when breathed in. During abrasive cleaning the affected area should be kept clear by all but the operator and an assistant. Operating at height and in windy conditions further increases the difficulties of containment and may limit operating periods.
Old paintwork often contains highly toxic heavy metal compounds of lead, chromium and mercury. Legislation first introduced in 1923 prohibits the uncontained dry removal (and thus dry air abrasive cleaning) of lead-based coatings. Arsenic may also be present as a mould inhibitor. Asbestos is found in some paint, texture coatings, adhesives and wall tiles, either as a constituent or the result of airborne fibres from insulation adhering to undried paint. In such cases, the cleaning contractor will need to be licensed for its removal.
Some synthetic abrasives contain a percentage of metal compounds (usually aluminium, iron or copper). Copper salts in particular can be toxic to aquatic life. It is not permitted to allow any cleaning effluent, however clean, to enter a watercourse, groundwater, standing water (ponds or lakes) or coastal water. Non-woven geotextile, such as that used for path instatement or the lining of French drains can be useful in collecting spent abrasive and paint debris.
 |
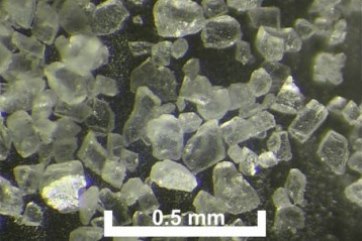 |
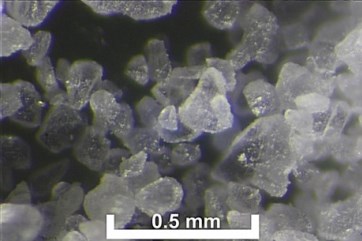
| Photo micrographs of calcite and dolomite abrasive samples: although of similar particle size (approx 100-150 microns), calcite has a hardness of 3 Mohs and more rounded particles than dolomite, which has a hardness of 4 Mohs and cuboid particles. | |
ABRASIVE METHODS
Abrasive particulate can be carried by a flow of water or compressed air or embedded or bonded to a backing of flexible or rigid material such as paper, fabric, sponge or metal. Particles may also be bonded to each other as they are in a rubbing block of natural gritstone or siliceous sandstone (comprising silica grains) or manufactured carborundum (silicon carbide).
A cover of soiling or coating can range from the very localised to a complete obscuring of the substrate. Abrasive applied directly to the surface as a block or pad is particularly useful for removing raised or localised deposits although there is a risk of substrate re-profiling if the technique is not used with skill.
Air abrasive methods can be used to remove residue layer by layer, and in so doing protect the substrate for as long as possible. This approach is particularly well suited to paint removal. It is important to remember that abrasive methods generally favour the removal of brittle soiling since flexible matter may absorb the abrasion elastically. The exception may be the use of dry-ice blasting, where the low induced temperature may embrittle a flexible residue.
Hand and powered abrasive
Hand methods generally offer less risk to the substrate than powered (oscillating pad or rotary abrasive disc) equipment but neither type is suitable for the cleaning or removal of paint from faience, terracotta, glazed bricks or concrete and they are also a last resort for other substrates. The simplicity of the equipment can be misleading and both hand and powered abrasive cleaning should only be carried out by suitably skilled operatives.
Micro-abrasive or abrasive pencil
This type of system was originally developed for dentistry, laboratory or museum use but it has been adapted for site conservation work. Normally using compressed air, without water, the nozzles have a small aperture (less than 2mm bore), small enough to be held like a pencil and suitable for fine detail. The air losses through the small nozzle apertures make the equipment less efficient in the use of both air and abrasive and they generally require harder abrasives (aluminium oxide: 9 Mohs, aluminium silicate: 6.5 Mohs) than larger systems.
Abrasive jetting
Suited generally to industrial use or for surface preparation, abrasive jetting delivers the abrasive in a flow of pressurised water (it is not be confused with wet blasting, which is typically air driven). This method cannot be used for sensitive cleaning, but it is sometimes adopted for ‘de-frassing’ (the removal of a flaky or unsound surface). The equipment comprises a high-pressure water pump, typically delivering 20 litres per minute at a pressure of 200 bar for coarse masonry work. More powerful machines are only suitable for industrial cleaning and cutting.
Slurry blasting
This method uses a variation of the steel vessel and hose equipment used in other air abrasive methods. The vessel or ‘pot’, however, is half filled with abrasive (usually carboniferous limestone) and then topped up with water. A set of control valves meters the wet abrasive into a flow of compressed air from a large compressor. The more refined versions of these systems generate relatively little excess water or dust at the nozzle and are particularly efficient for straightforward paint removal both internally and externally and are more selective than the term ‘blasting’ suggests.
Wet/dry air abrasive cleaning/blasting
These range considerably in size and operating pressure and also in the size and hardness of the abrasive used. They are the most common category of air abrasive system used in industrial applications. Although they are still used for building cleaning, for sensitive work they have been largely displaced by the swirling vortex abrasive versions described below. The system comprises a steel vessel which is partially filled with dry abrasive, pressurised during operation with compressed air. The vessel is connected to a hose passing underneath via a valve which controls the proportion of abrasive in the air flow. The air pressure can be adjusted and nozzles of various apertures and outlet ‘spreads’ or angles can be fitted. The system can be operated dry or wet, according to requirements.
 |
 |
| Above left: dry ice pellets. The system ‘dices’ the pellets down in size and they are reduced further when passed through a mesh filter behind the nozzle. Above right: Carborundum block and water applied to a ‘rubbing’ brick. | |
Swirling vortex abrasive
In principle, these systems are similar in operation to the conventional air abrasive equipment described above. The operating pressures, however, are typically lower, the abrasives softer and finer, the abrasive metering more accurate, the nozzle spread broader and the nozzle designed to swirl the outflowing air/water mixture. Early nozzles produced the vortex effect using an angled arrangement of tubes inside the nozzle while later types use a bladed or ported ‘stator’ to induce the same effect. Generally, swirling vortex abrasive systems are best suited to the removal of brittle soiling and light coatings, such as carbon sulphation (gypsum crust), lime efflorescence, limewash and cement based masonry paints. These systems have largely displaced conventional air abrasive equipment in the conservation field.
Sponge jet
The equipment and operation is again similar to the conventional air abrasive vessel-and-hose construction but it is modified to meter small pieces of colour-coded polyurethane sponge impregnated with various types of abrasive media. The sponge is directed dry to the substrate and the spent media collected for recycling. The used sponge is fed through a vibratory sieve to remove particles of contaminant and paint. Apart from supporting the abrasive media, the sponge is designed to temporarily encapsulate the cleaning residue. The sponge can normally be recycled several times and indeed this is necessary for the process to be economically viable. The difficulty is therefore if the spent abrasive cannot be both contained effectively and kept dry.
Dry ice blasting
Carbon dioxide gas is frozen to approximately -60⁰C and formed into pellets. The pellets are metered and ‘diced’ from the bottom of a chamber and driven by compressed air through an insulated hose to the outlet. Nozzles of varying types can be fitted to direct the CO2 pellets to the substrate. On impact, the pellets turn instantly from solid to gas. The energy released by the expansion combined with the chill imparted into the target area acts to separate the soiling/coating from the substrate. The technique is most effective at removing soiling or coatings from smooth substrates and is not effective for coarse-textured surfaces or for removing absorbed residue.
Since the CO2 turns to gas, only the displaced soiling/coating requires collection and disposal but care must be taken in confined or low lying spaces to avoid the risk of asphyxiation. Cleaning damp, porous surfaces must be avoided or cracking or spalling may occur. When used on a large scale, the noise caused by the high velocity of air emission from the nozzle is a significant problem.
~~~
Further Information
N Ashurst, Cleaning Historic Buildings, Donhead, Dorset, 1994
C Daniels, The Stone Restoration Handbook, Crowood Press, Wiltshire, 2015
English Heritage, Practical Building Conservation: Stone, Ashgate, Farnham, 2012
English Heritage, Practical Building Conservation: Concrete, Ashgate, Farnham, 2012
A Henry et al, Stone Conservation; Principles and Practice, Donhead, Dorset, 2006
