


Artificial Stone
19th-century Cementitious Sculpture and Rockwork
Simon Swann
 |
|
| Original surface texture and colour visible on the underside of a dolphin tazza sculpture, cast by Felix Austin in the early 1830s using patent Portland cement and Portland stone aggregate (both photos: Simon Swann) |
The term artificial stone can be applied to a variety of products intended to imitate and replace natural stone, especially those which were produced in a workshop by a moulding process. This definition helps to distinguish them from stucco and render mouldings made on site.
By the 19th century, artificial or imitation stone probably already had a long and significant history, but there were significant developments in the use of the material in the mid-18th and early 19th centuries. Key to these was the introduction in 1769 of Coade Stone, a type of terracotta. Its success demonstrated the potential for the manufacture of a moulded material that could replicate free-standing stone sculpture and architectural enrichments, and which could be purchased from a catalogue.
Other materials were also used, including Ransome’s Artificial Stone, which was made from about the mid-19th century and was silicate based. The following article, however, focusses on mortar- and cement-based artificial stones.
Critical to this development was the introduction of the first calcareous cement by James Parker, who patented what was to become known as Roman cement in 1796. In the same year Parker and Co were advertising the manufacture of ‘Coping-Stones, Window-Sills, Blocking and String Courses, Balustres, Gothick Ornaments, and others of this nature, cheaper than can be executed in natural stone’ (The Cement Industry, see Further Information). It appears that the potential of this rapid-hardening natural cement for the casting of architectural and decorative elements was recognised almost immediately.
However, it was not until the early 19th century that the use of artificial stone began to flourish following the development of workshops such as William Lockwood’s in Woodbridge and then London (c1820) and the Artificial Stone Works of Felix Austin (known as Austin and Seeley from c1840). Felix Austin commenced manufacture of his artificial stone in about 1814 from a base at Rotherhithe.
SCULPTURE AND ARCHITECTURAL ORNAMENT
There was often a close link between artificial stone makers and the plastering traditions. Lockwood’s business, for example, seems to have been based largely on plastering, but it is evident that the firm’s London showrooms exhibited a large number of cement castings including coats of arms and exterior ornament. These items were cast in Roman cement and Lockwood’s ‘Portland Stone Cement’, and were an important aspect of his business.
By contrast, Felix Austin’s works was a dedicated artificial stone works, producing catalogues by the 1830s of his artificial stone products, and his 1838 catalogue is titled A Collection of Ornaments for Gardens, Parks, and Pleasure Grounds; and for every style of Building. The success of this manufacturer also relates to his connection with important designers: JB Papworth, Sydney Smirke and John Bacon Junior were among those who used his services and designed his castings.
William Ranger (1799-1863) was another artificial stone producer who patented his process (1832 and 1834). He, however, preferred to use relatively weak hydraulic limes, relying on quick lime, hot water and mould compression to harden his products, which were mainly architectural and included a range of forms such as ashlar blocks, column sections and capitals.
Similar traditions also developed in other European countries such as around Grenoble in France where a natural cement was being produced.
The main aim of most early producers was to imitate natural stone and to find a binder that could match the surface and colour of Portland or Bath stone. Later in the 19th century the use of coloured and pigmented artificial stone was more common, and precast building systems began to appear, such as William Lascelles’ ‘patent cement slab system’ (patented in 1875).
GARDEN AND LANDSCAPE ORNAMENT
During the mid-19th century the fashion for garden landscaping, grottoes and ferneries led to the adoption of ‘artificial rockwork’. The best known producer was Pulham and Son, who developed a cement-based system in imitation of natural rocks called Pulhamite Artificial rockwork. This was first used during the 1840s but really developed in the mid-to-late 19th century, with some large schemes being carried out at Highnam Court, Gloucestershire (1847-62), Battersea Park (1865-70) and Madeira Walk, Ramsgate (1894, below).
The first James Pulham (1793-1838) developed his skills while working for William Lockwood in Woodbridge, Suffolk, but it was the second James Pulham (18201898) who was responsible for the rapid development of the business for much of the 19th century. The business closed around the start of World War II.
 |
 |
|
| Above left: Pulhamite Artificial Rockwork at Madeira Walk, Ramsgate in 1901 (Copyright The Francis Frith Collection). Above right: Pulhamite rockwork by a three-acre lake constructed in 1880 at St Stephen's Green, Dublin (Photo: Simon Swann) |
||
The Pulhamite Rock-Work system was described by Pulham (in A description of a Naturalistic Pulhamite Fernery, Conservatory, or Winter Garden) as: ‘the building up of natural stone in complete imitation of a portion of rocky cliff with stratified or unstratified stone or rock, and joined, where necessary, with Pulham’s cement, made of the same colour and texture, as lime or sandstone, and tufa. Where no real stone or rock exists, at or near, and too expensive to get then the Pulhamite formation is adopted. The core is formed by building up burrs, rough bricks, rubble etc, to the rude rocky shapes; then covered with cements of the colour, form and texture of the rock, which may be considered to be the most natural or nearest to the locality. Sometimes real rock or stone is used with artificial, for economy and effect; in thin strata, where large blocks of real stone are too expensive, this adds to the naturalness of the appearance, and not too much cost’.
Frequently hydraulic lime was used as the masonry construction mortar, and a series of large cantilever stone slabs, often entirely covered with the Pulham cement mortar, was used to provide projecting plant pockets and strata. Rock embankments and walling could include small sandstone lintels buried below the surface, off which further masonry walling was constructed. In grottoes, the use of natural limestone such as tufa was common, bonded to the walls with Roman cement and the areas between were made up with colour-matched mortar (often hydraulic lime based), thrown on to give a suitable rough texture.
MATERIALS, PROCESS AND TECHNIQUES
The rapid and exciting developments in cement binders in the first half of the 19th century were often reflected by developments in the artificial stone workshops. For example, an article by John White on cementitious architecture in the Dictionary of Architecture (see Further Information) states: ‘Austin’s Artificial Stone, a composition invented by Mr Austin, of New Road, London [was used] about the year 1814, when Roman cement formed the chief ingredient: Atkinson’s cement was employed about five years later, and about 25 years since Portland cement was adopted, which material is still used by his successor, Mr Seeley’.
The impetus for these changes was the requirement to have cast products which looked like natural stone, and the predominantly brown colour of Roman cement was not popular in this respect, although it remained a useful material in hidden locations. Atkinson cement, also known as Yorkshire or Mulgrave cement, was a natural cement derived from Sands End in Yorkshire which was much less brown and more grey in colour. The fore-runner of modern Portland cement, Aspdin’s Portland Cement (patented 1824) was named after the stone it was intended to imitate.
This journey through the various binders of the period is reflected by other users as well. Lockwood was a manufacturer of Roman cement but later (c1820) developed his Portland Stone Cement, probably based on eminently hydraulic lime from South Wales.
 |
|
| The yard of Austin and Seeley in the late 19th century showing the wide range of sculpture available in artificial stone (Reproduced by permission of Historic England Archive) | |
 |
|
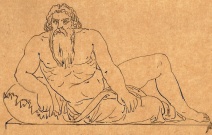
| Drawing of sculpture commissioned by Joseph Paxton for a fountain at Crystal Palace, Sydenham in 1854 (by kind permission of the Crystal Palace Foundation) and, below, one of the surviving sculptures (Photo: C Dunkley) | |
 |
|
By contrast, both the Pulhamite Artificial Rockwork and later 19th-century artificial stone often used pigments to colour the pale cement binders to provide the necessary imitation. In Pulhamite rockwork, mortars of different pigmented colour were carefully manipulated and applied by hand to imitate the variations of colour found within the rock face and strata. This is not always immediately obvious because the rockwork is often now covered in algae, moss, or other deposits.
As well as pigments, the Pulhams also used mortar inclusions such as shells, or impressed designs which imitated fossil bands for example. The later 19th-century artificial stones tended to be more frequently pigmented with reds and browns, no doubt in imitation of red sandstone or even terracotta.
In some cases items have been intentionally painted either as a decorative façade treatment or in an effort to replicate the item portrayed. Examples of the latter include the dinosaurs (by Benjamin Waterhouse Hawkins) at Crystal Palace, Sydenham and garden statues prepared in cement for Joseph Paxton for Crystal Palace in the mid-1850s.
Aggregates could also make an important contribution to the colouring and surface texturing of early artificial stone. Austin’s characteristic mortar matrix (sometimes referred to as ‘puddingstone’) provides the necessary surface colour and texture of his products. His mortar composition includes extensive quantities of crushed Portland stone ranging in size from less than 1mm up to 10mm. When the original surface – which tends to be fine-textured – is weathered, the larger aggregates of Portland stone can be seen to stand proud of the cement matrix. This is often one of the indications that the material is a historic artificial stone product. Minor quantities of other stone types are also found in the matrix but these are generally regarded as contaminants occurring during processing.
Production of both architectural ornament and free-standing sculptural elements mainly took place in established workshops where moulds, probably either in wood or plaster, were used. Some items may have been sculpted directly in the cement material, but such items are likely to be rare. Many of the larger sculptural elements were cast in multiple pieces and later assembled using various armatures. Armatures were also incorporated into cast ornaments during the casting process, mainly to provide initial strength. Austin, for example, is known to have used ferrous armatures wrapped in sheet zinc or similar non-ferrous metal within cast elements, and to have used sandstone armatures to join separately cast elements together. Tile or brick was also often incorporated into casts, probably to restrict any possible shrinkage, provide some minor strengthening and save cement.
Often casts were made in hollow sections. This was particularly the case for items that appear bulky but are effectively relatively thin walled, such as pedestals and bases. In such cases the interior is often lined with tile creasing (in effect courses or layers of clay tiles) bedded in Roman cement even if the exterior is in early Portland cement. This technique allowed for easier site handling of objects and a reduction in material costs. There is no evidence that Pulhamite artificial rockworks were ever pre-cast and placed, all examples seen by the author have been built in situ. Although cement-based wood imitations, such as rustic wood bridge hand rails, may well have been composed of pre-cast cement materials (examples can be seen at Antwerp Zoo but their origin is unknown).
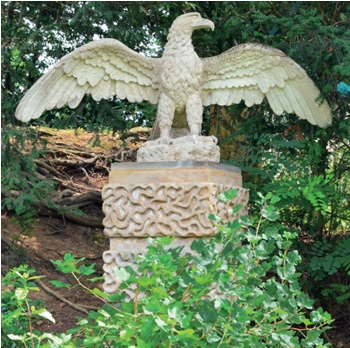
It is important to realise that the production of objects in a series of casts allowed for some discreet adjustments to the assemblage of casts. For example, Austin’s Eagles could be posed with their heads looking in either direction according to which type of head was selected. This allowed the production of matching pairs for gateways or other features. Similarly, the dolphins produced by the same firm could appear in various combinations and assemblies. Similar use of moulds can also be seen in Coade stone products. Many of the artificial stone manufacturers produced very similar ornaments, making it difficult to reliably attribute a design shown in a catalogue to a particular manufacturer.
PRELIMINARY ANALYSIS AND INVESTIGATION
Close inspection of the object or landscape scheme will aid an initial understanding of its construction, materials and form. If a series of objects is to be inspected then a survey sheet defining the critical aspects of the inspection is a very good aid, along with a detailed photographic survey.
Simple techniques like wet brushing of the surface to reveal the original colour and texture of the surface are also strongly advised, especially in the case of items beneath trees where there is a substantial build-up of organic growth.
Although some defects will be obvious, the first inspection often gives only a limited understanding of the object’s condition. This is particularly true where it is half-buried by soil, as is often the case, or where a feature projects from a wall, restricting full investigation and raising questions about the nature of the fixing. Invasive investigations are often not welcomed at the initial stages.
In addition, the person investigating may be confronted with a wide range of materials, from natural stones (including tufa or imported materials) to binders, aggregates and pigments. Careful inspections will invariably include a range of materials analysis. Sometimes it is useful to inspect objects on site alongside a consultant geologist because this often helps provide immediate insight into the range of materials.
For identifying mortars and binders, a full petrographic analysis is the best approach, and this can be supported by scanning electron microscope (SEM) work where necessary. The knowledge of the analyst is a critical factor as the analysis of early cement binders is a complex area. However, there are a number of indicators which can help to identify the type of binder used. These include the presence and nature of unhydrated cement grains and the chemical analysis of these grains by SEM spot analysis.
Pigments in the mortar are best identified by a pigment specialist, while stone aggregates are best identified by a geologist using petrography or simple observation.
DEFECTS AND CONSERVATION
Understanding the material composition and the method of construction is clearly critical to the development of a good conservation policy. However, understanding the historical significance of the item and its producer is equally important. In the recent past too many items have been replaced with modern reproductions without any assessment of their historic significance. Not only do many of these items reflect important technological developments in the use of early cements and casting techniques which were to influence 20th-century concrete development, but some workshops also used well-established sculptors and designers to develop their ornament. Historic and original items of artificial stone may therefore have considerable value both as works of art and as original antiques, which would be lost if they were replaced with modern reproductions.
 |
|
| Restored Austin eagle and, below left, cracks in the leg of the original eagle caused by a rusting metal armature. The armature was removed and replaced with a stainless steel one, and the foot rebuilt in a matching mortar (Photos: Simon Swann) |
As well as helping to understand the colour and form of the surface, cleaning is sometimes required for a full condition assessment. However, the process may remove the patina of age which is part of an object’s significance, and may also cause irreparable damage to the substrate itself. Each assessment for cleaning must be made following trials on the specific object but the options are likely to include non-abrasive techniques such as wet brushing (water and a suitable non-abrasive brush), dry brushing, or super-heated steam cleaning (such as Therma Tec and Doff).
Common defects include loss or damage or poor previous repairs. Many such items can be restored accurately, avoiding conjecture, by referring to catalogues or similar items.
Where objects have cracked, these are often found to have been repaired quite crudely and may just need some attention paying to the materials and type of repair. However, more serious cracking is predominantly caused by rust expansion on ferrous metal armatures, and sometimes this can be serious, requiring careful dismantling and rebuilding of the object. A good quality metal detector may be useful in determining the distribution of ferrous metal armatures.
Removal of a ferrous armature is easiest where the extent of the cracking allows the object to be easily dismantled into sections. In other cases it may be necessary to leave the more embedded items in the object, possibly with the injection of a rust inhibitor to the remaining sections and suitable crack filling. Any exposed metalwork such as cut ends should be treated with rust inhibitors and suitable paints, and where further water ingress is likely to be a critical factor, the injection of a highly flexible epoxy resin (such as Rotafix CB10T) into cracks may be required to seal them. (Other treatments for embedded ferrous metal work are also possible in exceptional circumstances such as realkalization and cathodic protection.)
The other main reason for cracking is mortar shrinkage. This can continue for years after casting and is often a sign that the mortar used was binder rich or had a very high water content (w/c ratio). This cracking tends to be finer and shorter than the larger and longer cracking associated with ferrous metal armatures. It may result in surface crazing and small items may become loose or drop out. Surface consolidation with mortars, grouts or even gauged lime shelter coats which are carefully rubbed into the cracks may be helpful.
Occasionally, cracking can be the cause of micro decays in the mortar, such as locally high sulphate contents in stone aggregates leading to expansive cracking. This type of micro decay is rare and should be identified by petrography during mortar analysis. However, this information can be critical to determining a correct conservation approach to the object (such as improved weather shedding).
A common cause of cracking in artificial rockwork is established tree growth as this causes disruption to the background masonry. Maintenance of tree growth and the control of root development (using geotextile barriers for example) has to be considered in any landscape scheme involving Pulhamite.
Calcite leaching seems to be more of an issue in more recent reproduction cement castings than in 19th-century objects, but probably can occur in both. The deposition of calcium either from ground water or from mortar leaching is more common in some Pulhamite water features or underground features, where modern tufa materials or minor stalactites are now being formed by calcium deposition.
 |
Structural repairs, minor re-attachments and armatures for repairs are usually carried out with stainless steel rods, helical pins or wire, all of which should be of 316 grade stainless steel (or A4 for threaded rods). These can be set into predrilled and cleaned holes which have been filled with resin. These should be either specially designed and tested polyester resins or suitable epoxy resins, and special consideration should be given where resins are to be used in permanently saturated areas.
Mortar repairs, rebuilding lost sections and recasting should be carried out using closely matching binders and aggregates. These can range from weaker natural hydraulic limes (used by William Ranger for example) which are largely now unavailable, to more hydraulic limes which are more easily matched from the wide range of modern NHLs and ‘natural’ cements (see www.Rocare.eu). Vicat, which manufactures Prompt Natural Cement (PNC), has carried out extensive testing on PNC/NHL blends and PNC-only mortars and this information has been produced in English. Generally, such mortars provide a good colour and technical match for early cement mortars and can also be used as grouts. Casting does require special attention to the water content and aggregate selection and will often require the addition of fibre to prevent shrinkage cracking in the longer term.
Pigments are frequently found to have been used in historic work and they are often essential for colour matching in conservation work. We highly recommend that only high quality manufactured ferrous oxide pigments are used (such as those made for use in the cement industry by companies like Bayer) especially where there is a chance of continual or frequent saturation. We have identified failures in repair mortars due to the high sulphate content of earth pigments (some with about 20% sulphate content) causing Thaumasite reactions, and preventing strong hydraulic limes from setting in persistently damp conditions. The high quality pigments referred to require much less pigment content to achieve the same colour of mortar.
As with all mortar matching, it is essential to match the cured and dried mortar trials with the dry mortar of the historic item before a selection is made. Fresh, damp mortars will appear more deeply coloured than dry, cured mortars.
Pulhamite is renowned for its durability but has often been extensively restored. Unfortunately, much of this has been in the form of applying Gunite (a spray-applied modern Portland cement mortar) or by other such ‘over-coating’ techniques which do not take into consideration the importance of the historic surface. Such techniques often provide a covering of up to 50mm additional material that not only obliterates the original surface but also changes the form and outline of the rockwork. Undoing such misguided treatments can prove costly. The preferred approach is localised consolidation and careful matching to localised areas of lost surface coating, but not covering over the original surface.
Conservators frequently underestimate the weather exposure of free-standing items in parks and on wall-tops or artificial rockwork that is permanently exposed to water and damp. Free-standing objects in parks are also exposed to snow coverings which thaw and re-freeze, damaging their fabric. Objects permanently in water or in damp areas have greater potential to absorb salts and are subject to winter freeze-thaw. Both in the design of mortars for repair and in the longer term planning for the conservation of the object these factors need to be taken into consideration.
~~~
Further Information
HL Childe, Manufacture and Uses of Concrete Products and Cast Stone, Concrete Series No 11, Concrete Publications Ltd, London, 1927
J Davis, Antique Garden Ornament, Antique Collectors Club, Woodbridge, 1998
English Heritage, Durability Guaranteed: Pulhamite Rockwork, 2008
AJ Francis, The Cement Industry 1796-1914: A History, David and Charles, Newton Abbot, 1977
C Hitching, Rock Landscapes: The Pulham Legacy, Garden Art Press, Woodbridge, 2012
BL Hurst, ‘Concrete and the structural use of cements in England before 1890’, Proceedings of the Institution of Civil Engineers: Structures and Buildings, Vol 116/3, 1996
W Papworth (ed), The Dictionary of Architecture, Architectural Publications Society, London, 1853-1892
