


Lead in Stained Glass Windows
Integral Part or Disposable Commodity?
Sebastian Strobl
'The leadwork of a window needs replacing after 100 years or so'. Everyone concerned with stained glass - makers and custodians alike - will have heard this remark at some point in their career, and all too many people still believe this statement to be correct, despite the fact that it is one of the most common misconceptions in the trade, and causes needless damage to historic works of art. So, why should releading take place at an artificially set date? Is it because 100 years is such a conveniently round figure, incidentally coinciding with the way we divide our calendar according to centuries? But what about quality of material, manufacturing process, design of the window or its location within the building? Examples of leadwork are known which disintegrated within years of their manufacture, while others are still fully functioning after more than 800 years of exposure to the elements. To get to the bottom of this myth, and to understand when action is needed to repair or relead a window, it will be necessary to take a closer look into the history of glazing in windows, into the changes in the manufacture of lead and, last but not least, into our own attitude towards this material.
 |
|
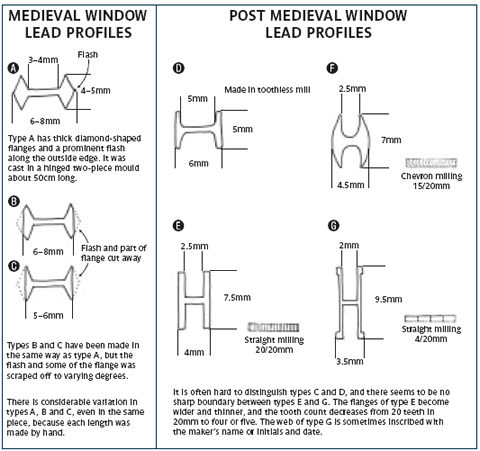
| Figure 1: typical medieval and post medieval window lead profiles (Photo: Barry Knight) |
The use of lead in windows is to this day predominantly a characteristic of the western culture. Long before it was used as the means to facilitate the transferral of pictures onto glass, it served as the humble link between pieces of ordinary glass. For many centuries, glass suitable for window panes was severely restricted in size, and the only way to create larger windows was to piece together small sheets of glass. One way of doing this was to use of H-shaped rods of lead, called in Latin calamus, hence our modern term lead-calme or its more common version, lead-came. The versatility of the lead-cames resulted in the development of our stained glass windows as the cames are not only comparatively easy to produce, they are even easier to work. It is a straightforward process to form the cames along the lines of the design, to cut them with a knife and to solder the joints with tin. This is, of course, once the skills to do so are acquired. The panels created in this way are at the same time stable enough to withstand external impact such as wind pressure whilst still sufficiently flexible to allow movement of the glass under thermal expansion.
 |
|
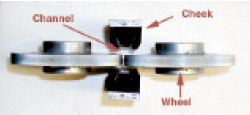
| Figure 2: an assembly illustrating the position of the grooved wheels on either side which draw the lead through the mill, and the cheeks, top and bottom, which form the profile of the visible face of the cames. | |
 |
|
| Figure 3: the inside of a lead came from Wroxton Abbey, Oxfordshire bearing the mark E.W. 1716. The mark was made by cutting the inscription into one of the wheels on the mill, rather than serrations (see Figure 2). | |
 |
|
| Figure 4: a fractured solder joint, a symptom of advanced deterioration |
We find the earliest reliable description of how the cames were made in the schedula 'De diversis artibus' ('On divers arts'), an unusually accurate compendium collated by the Benedictine monk Theophilus at the beginning of the 12th century. He describes how the moulds were made from pieces of timber, how the molten lead was poured into these moulds to cast the cames, and how the latter were subsequently scraped down to the required width. Produced in this way, the flanges of the cames assumed their characteristic irregular-shaped cross-section (see Figure 1) with an uneven surface bearing the scraping-marks.
Workshops still exist today where the casting of the leads is done in the same way, albeit with more advanced tools such as iron instead of timber moulds. The scraping down of the cames, however, was replaced by another process when the lead mill, or glazier's vice, was introduced. The exact date of invention of the mill remains unclear. Written sources seem to hint at the later 15th century, but the earliest depiction is in Joost Amman's 'Ständebuch' (The Book of Trades) of 1568. Apparently, the earliest mill to have survived is from 1717, now housed in the collection of the Connecticut Historical Society in Hartford, USA.
A lead mill not only allows the manufacture of much more evenly shaped cames, but more importantly, it also reduces their weight and thus the amount of material which goes into any given length of lead. This is achieved by squeezing the cast material through a channel consisting of cheeks and transporting wheels, whereby the cheeks determine the size and shape of the flanges, and the width of the wheels determine the height of the core (see Figure 2). Transverse grooves are commonly cut into the surfaces of the wheels to provide the grip required to transport the lead through the mill. As a result, reeding or tooth marks are produced on the core of the lead, which are often a first indicator for dating the cames, being either straight or chevron-shaped. As a general rule, it may be said that the further apart the reeding is, the older the cames are.
Some studios and/or vice makers used the opportunity to date or sign cames by cutting inscriptions on the wheels, which meant that in regular intervals the core of the lead would bear initials or indicate the year of the wheels' manufacture. Probably the best-known company to have utilised this advertising tool was the firm of Edward White, one of whose mills is the vice mentioned previously which is now in Hartford. This vice bears the inscription 'Made in London by Edward White July ye 26 17EW17'. Records of leads show, amongst other finds, the mark E.W.1689 at Audley End in Essex, E.W.1712 at Newstead in Kent and E.W. 1716 at Wroxton Abbey, Oxfordshire (see Figure 3). Generally speaking, manufacturers' marks in England cover a period of nearly 200 years, with the earliest published as being marked 1618, and the latest date recorded 1808. One source even states that marked leads were still occasionally made as late as 1930. Today, with most studios buying in their leads from external manufacturers, the tradition of marking seems to have been lost.
The milling process provides a great variety of leads, both in shape such as flat or convex flanges and in dimensions, from 3 mm to 20 mm or more. Their uniformity made the glaziers' job much easier and it is therefore not surprising that the mill took the profession by storm. This advantage came at a price, however. Milling means cold-forming, thus affecting the molecular structure of the lead which become, in combination with the increased flexibility of the cames, more brittle. Depending on the quality of the cheeks, it also enables the manufacture of very thin flanges and/or hearts, with the risk that they become too thin for their own good, particularly with the flat section cames. If that is the case, the leading of the window will fail at an early stage, but as said before, this is a question of quality of manufacture, not of a pre-set date.
 |
 |
| Figure 5: the copper wire which ties the window to the stanchion bar has separated from the window, tearing off a piece of lead came. | Figure 6: a broken glass quarry. Movement under wind pressure can lead to excessive stress on the glass, causing it to fracture along the lines of the movement. |
DEFECTS
 |
|
| Figure 7: Van Linge window of 1628 in Messing Church, where the introduction of isothermal glazing removed the necessity to relead | |
 |
|
| Figure 8: staining of the stonework below this window was caused by leaking leadwork | |
 |
|
| Figure 9: a severely buckled panel laid flat to straighten under its own weight, avoiding the need for releading | |
 |
|
| Figure 10: typical distortion of the panels |
So what are the most common problems the leading of a window might face, and how should these be tackled? Usually, people notice that something is wrong when either the cill is becoming increasingly stained or even permanently wet, when the panels are moving in severe weather conditions or when the panels are noticeably buckled. Not all these phenomena will necessarily be a cause for immediate concern or action.
The most common of them is the bent panel. The buckling of panels gives concern to many people who feel they have got to do something about it. However, on close inspection, many windows do slightly buckle anyway. Movement caused by the daily cycle of expansion and contraction under heat or by the downward pressure created by the panels' own weight, is an inherent defect, but it may well have come to a halt long time ago. Only when bowed beyond a certain degree does buckling begin to affect the structure of the panels and cause harm to its components, but even then remedial action may only be required when several conditions are met. If, for example, the panels are buckled but still firm and stable, the window might be better off being left untouched for years to come.
Signs to look for, however, are movements under wind-pressure which mean that the panels in question have become indeed unstable, bearing signs of advanced deterioration such as fractured solder joints (see Figure 4). In this case, the panels will have lost their connection with the structural support system such as internal saddle bars or external stanchions. The copper wires soldered onto the panels and tied to the bars might be torn off and thus not function any longer (see Figure 5).
The buckling could create undue stress on the glass which might cause it to fracture along the lines of the movement (see Figure 6). From a certain age onwards, fractures are indeed to be expected within any given window which don't need attention unless they are severe, such as star cracks, but it is imperative to look out for this particular cause. The buckling may have even advanced to a degree where individual pieces of glass begin to stand proud of the lead matrix and daylight may be coming through. Then it is indeed time for action. However, action does not necessarily mean releading. Renewing the leadwork was in the past a routine part of a 'good' glazier's job, disregarding the fact that the lead is as much an integral part of the history of the window as the glass is. So when any of the above listed phenomena have forced the removal of a window for restoration, it is modern preservation practices which make it imperative to save as much of the lead as possible. Often panels can indeed be straightened under their own weight by laying them flat in a horizontal position in the studio and then leaving them alone.
The process can be helped by scraping out the cementing which makes the panel weatherproof, and by re-cementing it after straightening. The traditional lead-light cement, made of whiting and linseed oil, is brushed under the flanges as it is done with new panels, and will set and stiffen in a short period of time, thus helping to regain the panel's stability. The next step up in terms of degree of intervention would be the partial dismantling of the panel. If, for example, only a few pieces of glass are damaged and in need of restoration, it is essential to restrict the dismantling to these areas and to leave the rest of the panel untouched. Putting aside our modern conservation ethics of minimal intervention, there is no justification for dismantling the whole panel when parts of it are entirely sound and will serve its purpose for many years to come. Then there are, without question, numerous occasions where the lead has turned so weak that it has, under normal circumstances, become obsolete in terms of its function as the structural element of the panel. But even here, releading is not inevitable.
For medieval stained glass, and increasingly so for Victorian church windows, the introduction of a protective glazing system (see Figure 7) takes away the need for the lead to withstand external pressure caused by the elements. Protective glazing systems are in themselves often problematic, and their application has to be carefully considered based on the merits of each individual case. However, in this context it has to be acknowledged that quite often they come to the rescue of historiclead-cames.
A protective glazing could also help when a window is leaking, and thus causing damage to its immediate surrounds, in particular to the cill and the wall beneath (see Figure 8). Re-cementing a window is often problematic and not always leads to the desired effect, in particular when carried out in situ, as this particular application cannot guarantee a complete sealing process. Releading is consequently recommended, but whoever is involved in making the decision, should exhaust other possibilities such as the protective glazing first.
When dismantling has become necessary, it is important to check on the cames for marks and other indicators of their age. If for structural reasons the removal of some or all of the lead cannot be avoided, recording is the least that can and must be done. And one last point, it goes almost without saying that the replacement lead has to be of the same size and dimension as the original. To remove historic material is already bad enough; to move away from the original design is unjustifiable. New lead introduced to stabilise broken glass should, on the other hand, be kept as small as possible to minimise its intrusion on the original design.
