













 143 / 196
143 / 196

T W E N T Y T H I R D E D I T I O N
T H E B U I L D I N G C O N S E R VAT I O N D I R E C T O R Y 2 0 1 6
1 4 3
SERV I CES & TREATMENT :
PROTEC T I ON & REMED I AL TREATMENT
4.1
mineral slag. Sponge media is impregnated
with abrasives of various types and hardness.
TOXICITY AND PRECAUTIONS
Abrasives for dry use must be less than 1 per
cent free silica. While this does not prohibit
abrasives at higher percentages from being
used wet, ensuring that the silica does not
become airborne once dry or during cleaning-
up therefore prohibits the use of quartz sand.
Silica may also become airborne during the
cleaning of brickwork, sandstone, granite,
slate or other substrates.
It should be assumed that any particulate
is a potential hazard to the respiratory
system. Adding water to the abrasive flow will
considerably reduce airborne dust but there
is evidence to show that wet particulate may
pass further into the lungs when breathed in.
During abrasive cleaning the affected area
should be kept clear by all but the operator
and an assistant. Operating at height and
in windy conditions further increases the
difficulties of containment and may limit
operating periods.
Old paintwork often contains highly toxic
heavy metal compounds of lead, chromium
and mercury. Legislation first introduced in
1923 prohibits the uncontained dry removal
(and thus dry air abrasive cleaning) of lead-
based coatings. Arsenic may also be present
as a mould inhibitor. Asbestos is found in
some paint, texture coatings, adhesives and
wall tiles, either as a constituent or the result
of airborne fibres from insulation adhering
to undried paint. In such cases, the cleaning
contractor will need to be licensed for its
removal.
Some synthetic abrasives contain a
percentage of metal compounds (usually
aluminium, iron or copper). Copper salts in
particular can be toxic to aquatic life
.
It is
not permitted to allow any cleaning effluent,
however clean, to enter a watercourse,
groundwater, standing water (ponds or lakes)
or coastal water. Non-woven geotextile, such
as that used for path instatement or the lining
of French drains can be useful in collecting
spent abrasive and paint debris.
ABRASIVE METHODS
Abrasive particulate can be carried by a flow
of water or compressed air or embedded
or bonded to a backing of flexible or rigid
material such as paper, fabric, sponge or
metal. Particles may also be bonded to each
other as they are in a rubbing block of natural
gritstone or siliceous sandstone (comprising
silica grains) or manufactured carborundum
(silicon carbide).
A cover of soiling or coating can range
from the very localised to a complete
obscuring of the substrate. Abrasive applied
directly to the surface as a block or pad is
particularly useful for removing raised or
localised deposits although there is a risk of
substrate re-profiling if the technique is not
used with skill.
Air abrasive methods can be used to
remove residue layer by layer, and in so doing
protect the substrate for as long as possible.
This approach is particularly well suited to
paint removal. It is important to remember
that abrasive methods generally favour the
removal of brittle soiling since flexible matter
may absorb the abrasion elastically. The
exception may be the use of dry-ice blasting,
where the low induced temperature may
embrittle a flexible residue.
Hand and powered abrasive
Hand methods generally offer less risk to the
substrate than powered (oscillating pad or
rotary abrasive disc) equipment but neither
type is suitable for the cleaning or removal of
paint from faience, terracotta, glazed bricks
or concrete and they are also a last resort
for other substrates. The simplicity of the
equipment can be misleading and both hand
and powered abrasive cleaning should only be
carried out by suitably skilled operatives.
Micro-abrasive or abrasive pencil
This type of system was originally developed
for dentistry, laboratory or museum use but it
has been adapted for site conservation work.
Normally using compressed air, without
water, the nozzles have a small aperture (less
than 2mm bore), small enough to be held like
a pencil and suitable for fine detail. The air
losses through the small nozzle apertures
make the equipment less efficient in the use
of both air and abrasive and they generally
require harder abrasives (aluminium oxide:
9 Mohs, aluminium silicate: 6.5 Mohs) than
larger systems.
Abrasive jetting
Suited generally to industrial use or for
surface preparation, abrasive jetting delivers
the abrasive in a flow of pressurised water (it
is not be confused with wet blasting, which is
typically air driven). This method cannot be
used for sensitive cleaning, but it is sometimes
adopted for ‘de-frassing’ (the removal of a
flaky or unsound surface). The equipment
comprises a high-pressure water pump,
typically delivering 20 litres per minute at a
pressure of 200 bar for coarse masonry work.
More powerful machines are only suitable for
industrial cleaning and cutting.
Slurry blasting
This method uses a variation of the steel vessel
and hose equipment used in other air abrasive
methods. The vessel or ‘pot’, however, is half
filled with abrasive (usually carboniferous
limestone) and then topped up with water.
A set of control valves meters the wet abrasive
into a flow of compressed air from a large
compressor. The more refined versions of
these systems generate relatively little excess
water or dust at the nozzle and are particularly
efficient for straightforward paint removal
both internally and externally and are more
selective than the term ‘blasting’ suggests.
Wet/dry air abrasive cleaning/blasting
These range considerably in size and operating
pressure and also in the size and hardness
of the abrasive used. They are the most
common category of air abrasive system used
in industrial applications. Although they are
still used for building cleaning, for sensitive
work they have been largely displaced by the
swirling vortex abrasive versions described
below. The system comprises a steel vessel
which is partially filled with dry abrasive,
pressurised during operation with compressed
air. The vessel is connected to a hose passing
underneath via a valve which controls the
proportion of abrasive in the air flow. The
air pressure can be adjusted and nozzles of
various apertures and outlet ‘spreads’ or angles
can be fitted. The system can be operated dry
or wet, according to requirements.
Swirling vortex abrasive
In principle, these systems are similar in
operation to the conventional air abrasive
equipment described above. The operating
pressures, however, are typically lower,
the abrasives softer and finer, the abrasive
metering more accurate, the nozzle spread
broader and the nozzle designed to swirl the
outflowing air/water mixture. Early nozzles
produced the vortex effect using an angled
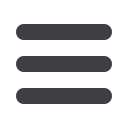
A swirling vortex abrasive system is used to remove
carbon sulphation (gypsum crust) from a drip mould
using dolomite abrasive
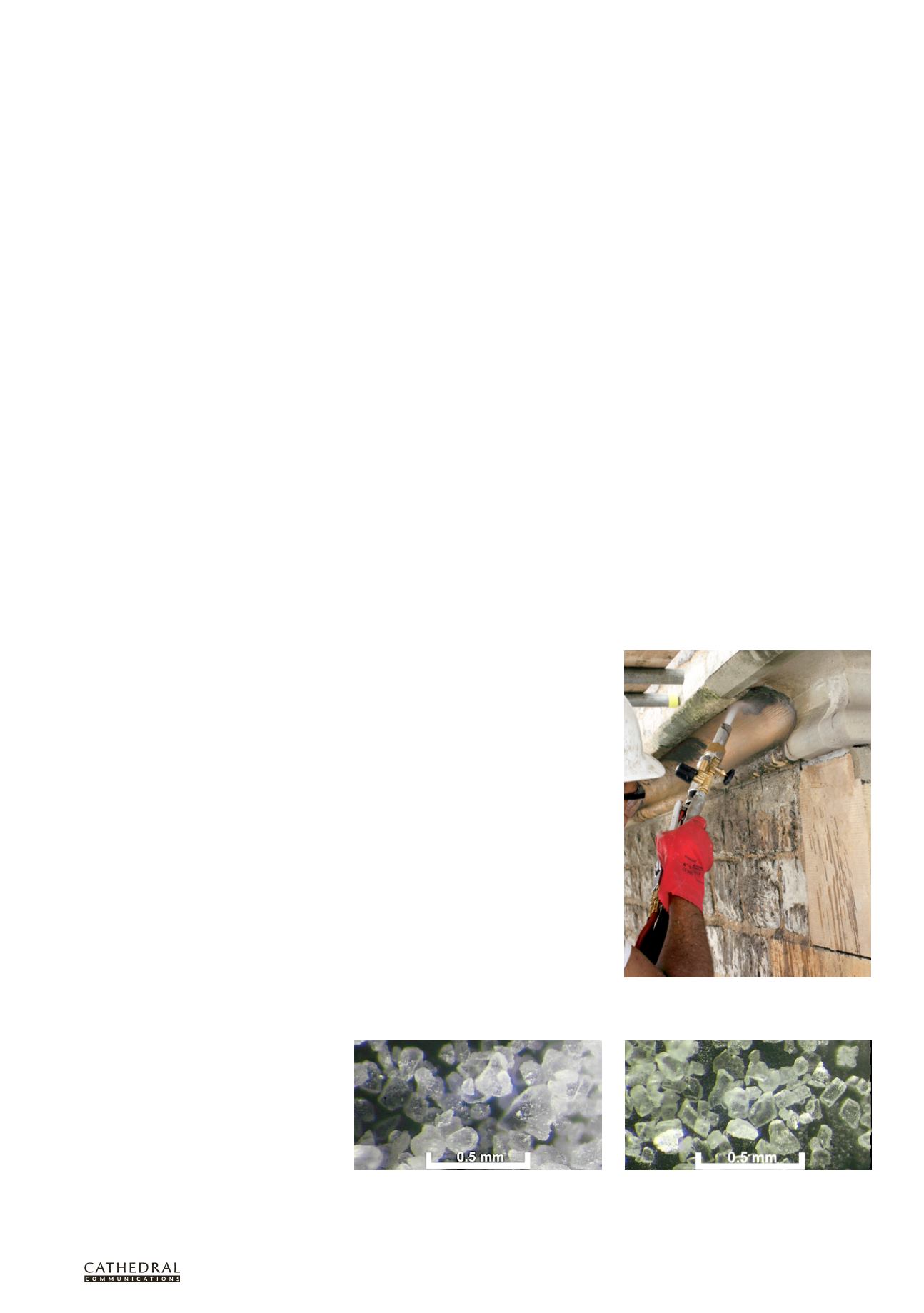
Photo micrographs of calcite and dolomite abrasive samples: although of similar particle size
(approx 100–150 microns), calcite has a hardness of 3 Mohs and more rounded particles than dolomite,
which has a hardness of 4 Mohs and cuboid particles.