













 142 / 196
142 / 196

1 4 2
T H E B U I L D I N G C O N S E R VAT I O N D I R E C T O R Y 2 0 1 6
T W E N T Y T H I R D E D I T I O N
SERV I CES & TREATMENT :
PROTEC T I ON & REMED I AL TREATMENT
4.1
PROPERTIES OF ABRASIVES
Abrasives may be chemical in composition,
but their effect in cleaning is normally physical
and results from impact or movement while
in contact with the substrate. Abrasives are
typically quarried as a primary product and are
thus natural (calcite or olivine for example),
or manufactured and thus synthetic (such as
calcium silicate – a by-product of steelmaking
– or recycled bottle glass). A small number
are manufactured specifically for the purpose
but all abrasives require significant work to
produce or refine them. For this reason, in
a factory environment, efforts are made to
recycle them, either by centrifuge or magnetic
recovery (of steel shot), to separate undersized
particles and debris. For masonry cleaning this
is usually impractical as the abrasives are often
used wet and are relatively soft, breaking down
considerably with each use.
Both natural and synthetic abrasives can
be classified by their size, hardness, shape
and density. Other active characteristics
may include solubility (sodium bicarbonate),
absorbency (sodium bicarbonate and abrasive
impregnated sponge), temperature and the
ability to turn from solid to gas (dry ice).
Size
Traditionally, particle size distribution
has been determined using laboratory
sieves but it is now often measured using
‘laser diffraction’. This measures the range
and proportion of particle sizes within a
representative sample. A good abrasive
will have a narrow range of particle sizes.
The approximate mean particle diameter is
sometimes used to describe the sample as a
whole, for example 150 microns (0.15mm).
For sensitive work, preference should be
given to abrasives of smaller particle size, all
other factors being equal. For micro-abrasive
work the size might be in the range 10-100
microns while that for larger-scale work
might be in the order of 80-250 microns. Sizes
larger than this are normally reserved for
industrial applications or ‘surface preparation’
– the removal of all deleterious material
and provision of surface texture to aid the
adhesion of a specialist coating or render, not
a conservation application.
Hardness
This is determined by a scratch resistance
test which provides a value between 1 and
10, recorded on the Mohs Scale of mineral
hardness, with higher readings indicating
greater hardness. A copper coin for example
has a hardness of approximately 4 Mohs
while that of window glass is 6 and diamond
is 10. An abrasive of one particular type will
have a relatively consistent hardness from
one particle to another, but the same is not
always the case for the substrate. Granite for
example is composed of a range of minerals
including quartz (7), mica (3) and feldspar (6).
A siliceous sandstone may comprise grains of
silica (quartz: 7) cemented with silica, while
a calcareous sandstone may be composed
of silica (7) bonded with calcium carbonate
(2.5–3).
For polished surfaces and un-weathered
concrete, the abrasive hardness should
be less than the softest constituent of the
substrate. For glass, or glazed surfaces (such
as terracotta/faience), the value should be at
least 2 Mohs less than the substrate. If this
cannot be achieved it may be necessary to
adopt a different cleaning technique. These
examples aside, abrasive selection for open-
textured substrates is more usually dictated
by the hardness of the soiling or coating to
be removed – in other words the abrasive
should be similar or harder than the unwanted
matter, even where the substrate is softer.
This may at first seem counterintuitive, but
prolonged use of a soft abrasive on a hard
coating over a soft substrate will invariably
result in pitting compared with a hard/sharp
but fine abrasive.
Shape
The shape of an abrasive particle can be
described as rounded, cuboid or angular.
Particles with more and sharper edges
normally have increased cleaning efficiency.
Sharpness is often, although not always,
associated with minerals of greater
hardness. As a general rule, rounded
particles are likely to be more conducive
to retaining patination (including bronze
for example) than sharp abrasives.
Density
Higher density permits more energy to be
transmitted by a particle at otherwise the
same velocity. Copper slag for example has
both great hardness and a high density.
For masonry cleaning, high density is not
usually necessary and can cause damage.
ABRASIVE TYPES
BS8221
offers a list of abrasives that may be
used for dry air abrasion and a truncated list
for ‘dry micro abrasion’. English Heritage’s
Practical Building Conservation: Stone
(see
Further Information) offers an alternative list.
There are certain anomalies but in general, for
cleaning masonry, those >7 Mohs should only
be used at very small particle size (principally
for micro abrasion) while those ≤2.5, especially
when of low density, can be used at moderately
large particle size. Those in common use for
careful cleaning of masonry fall generally into
the 2.5–6.5 Mohs range of hardness.
It is vital, however, to consider all the
abrasive characteristics, not just hardness. All
abrasives are an inhalation risk, particularly
at fine particle size. Many will be marketed
by their trade name rather than chemical or
descriptive name. Product material safety data
sheets or technical data sheets will normally
provide the definitive description. Aluminium
silicate (coal slag), calcium silicate (blast
furnace slag) and copper slag are all forms of
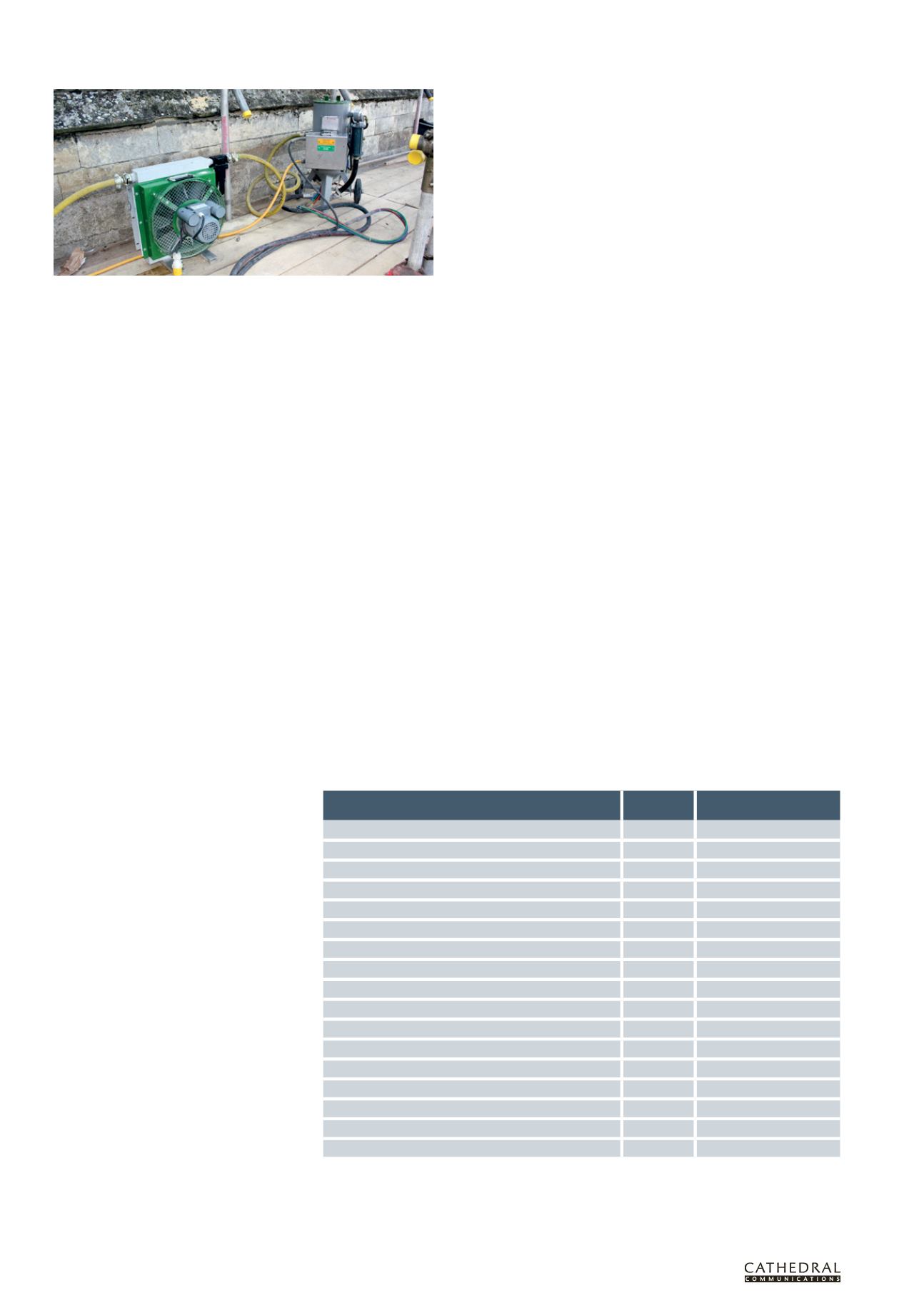
A swirling vortex
abrasive system:
compressed air is
dried by the air cooler
before it arrives at the
pressure vessel or ‘pot’.
Abrasive is metered
into the air flow and
carried towards the
nozzle. Pressurised
water is separately
directed to the nozzle
where it can be
added to the swirling
mixture via a valve.
MATERIAL
HARDNESS
(Mohs)
SOURCE/NOTES
Talc
1
3
Crushed egg shells
2
3
Sodium bicarbonate
2.5
2,3,† (BS states 4.0 Mohs)
Crushed almond shells and olive stones
2.5–4.5
1,3
Crushed calcium carbonate (normally carboniferous limestone)
2.5-3
1,2,3,†
Marble (crystalline calcium carbonate)
3
†
Synthetic aluminium oxide (alumina)
3.5
3
Dolomite
3.5–4
3,†
Glass bead
4-5
1,2,3
Calcium silicate
5.5–6.5
1,†
Crushed glass
5-6
2,†
Mineral slag
5.5–8
1,2 (BS states 7.0–8.0 Mohs)
Aluminium silicate
6–7
1,†
Crushed stone (e.g. olivine)
6.5–7.5
1,2,3
Copper slag
7.5
1,3
Silicon carbide (carborundum)
9
2,3 (BS states 7.0–8.0 Mohs)
Natural aluminium oxide (corundum)
9
1,2
Source:
1
BS8221
, dry abrasion
2
BS8221
, dry micro abrasion
3
English Heritage,
Practical
Building Conservation: Stone
Notes:
†
In common use for historic masonry cleaning