













 128 / 196
128 / 196

1 2 8
T H E B U I L D I N G C O N S E R VAT I O N D I R E C T O R Y 2 0 1 6
T W E N T Y T H I R D E D I T I O N
3.4
STRUCTURE & FABR I C :
EXTERNAL WORKS
As a general rule, large, more complex
cast iron structures usually need a thorough
100-year service. They should preferably
be taken apart, cleaned and repainted in a
controlled workshop environment which
allows hidden surfaces within joints to
be cleaned of corrosion. Cleaning and
repainting in as dry an environment as
possible is essential – trapped moisture in
joints or within the cast iron itself can cause
fresh paint to fail.
Cleaning large cast iron structures in
situ can lead to catastrophic failures of new
coatings because corrosion material cannot
be cleaned out of joints effectively (painting
over them does not prevent corrosion from
continuing) and the moisture levels within
the iron cannot be controlled before and
during the application of fresh paint. If
existing coatings are to be removed, adequate
measures should be taken to protect against
airborne lead from the old paint.
Holes (even small ones) and casting flaws
should be filled prior to painting ironwork
to avoid corrosion developing in these voids
and causing the paint to fail locally. Joints
and mating surfaces should be packed with
a caulking material to pad the joints, make
them watertight and provide a flexible seal
that allows for thermal movement within
the structure. Traditionally, red lead paste (a
mixture of powdered red lead and linseed/
lime putty) was used for caulking. Red
lead powder can still be sourced through
traditional boat supply retailers (but
requires health and safety precautions when
handling). High quality polysulphide mastic
is a modern alternative. Whatever filler is
used should be compatible with the paint.
If areas of the ironwork were once gilded,
there is no substitute for real gold leaf. Gold
paints tend to discolour over time due to the
effects of UV light, although it is sometimes
possible to apply UV-protective coatings to
prevent this.
Where paint is being applied to bare
metal, current best practice is to use a
zinc-based primer with a high zinc content.
Traditionally, red lead primer (less toxic than
white lead based paints) was used as a primer
and is still commercially available. Micaceous
iron oxide forms an effective undercoat
with normal gloss as a top coat. A variety of
specialist systems are available through paint
manufacturers with expertise in traditional
paints and paints for traditional substrates.
Hard, inflexible paints such as epoxy
are not recommended because they are not
generally flexible enough to withstand the
natural thermal expansion and contraction
that occurs in traditional cast ironwork. As
a result, epoxy paints can crack over time,
drawing in and trapping moisture under the
paint layer.
Seek the advice of a historic paint
specialist or a paint manufacturer who
specialises in historic coatings. Bear in
mind that cast iron does not have the
same surface or microstructure as steel,
so a paint that has been developed for
steel will not necessarily provide the best
protection for traditional cast iron.
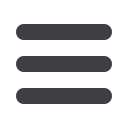
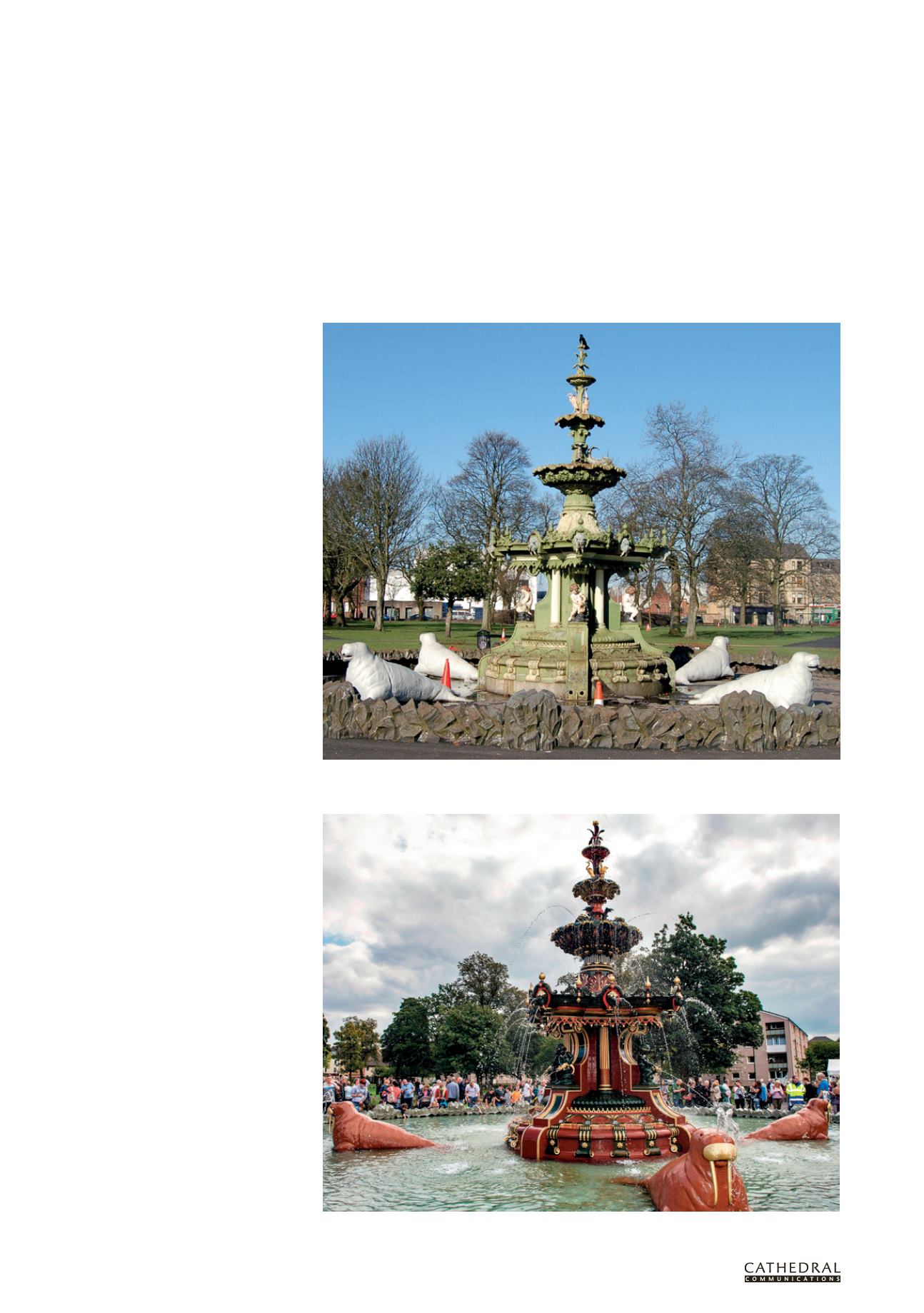
The Grand Fountain is a 19th-century,
Category A listed, cast iron fountain in
Paisley’s oldest public park, Fountain Gardens.
Gifted to the people of Paisley by wealthy mill
owner Thomas Coats of the world famous
J&P Coats thread manufacturer, the Grand
Fountain is the centrepiece of the park.
The structure is unique as it is the only
known example of the pattern No 1 fountain
made by George Smith & Co’s Sun Foundry
in Glasgow, one of Scotland’s leading iron
manufacturers. The unique design of the
fountain includes herons, walruses, cherubs
and dolphins and is considered to be the best
example of a Scottish-made cast iron fountain
in the country.
The project to restore the fountain was
led by Renfrewshire Council with additional
funding from the Heritage Lottery Fund and
Historic Scotland. The council team was
supported by conservation engineer James
Mitchell of Industrial Heritage Consulting Ltd
and specialist contractors Lost Art Limited.
This complex restoration project could
The Grand Fountain, Fountain Gardens, Paisley, before and after conservation. Inaugurated in 1868, it is the only
known example of the pattern No 1 fountain made by George Smith & Co’s Sun Foundry. Re-creating the vibrant
original colour scheme designed by Daniel Cottier (1837–1891) was one of the restoration project’s toughest challenges.
CASE STUDY:
GRAND FOUNTAIN, PAISLEY