1 4 4
T H E B U I L D I N G C O N S E R VAT I O N D I R E C T O R Y 2 0 1 4
T W E N T Y F I R S T E D I T I O N
SERVICES & TREATMENT :
PROTEC TION & REMEDIAL TREATMENT
4.1
plastic and workable off a trowel (no down side
to that for the applicator but little understood
by the specifier). They can also reduce the
overall water content in a mortar or plaster
thus significantly reducing problems of drying
shrinkage (probably the principal defect we
find in failed renders and pointing mortars).
Most admixtures or additives used in
lime mortars are surface active or surfactants,
which are generally split into two components,
one positively charged and the other
negatively charged and they react with the
air, water and the solid material interface
within the mortar resulting in ‘orientation’
(which means the particles all face or point
the same way) and adsorption (which means
the adhesion or binding of molecules on the
surface of a solid material).
The reader will probably be most aware
of air entraining admixtures, notably the
practice of adding washing up liquid to a
cement-bound mortar to counteract the
leanness and harshness of cement mortars,
which is not to be recommended. At the
Scottish Lime Centre’s training facility at
Merryhill, Charlestown there is a block work
wall bedded in an over air entrained cement
mortar. The act of over air entraining the
mortar has significantly reduced its strength
to the point where it is possible to easily scrape
away the mortar with a car key. The brickie
who constructed the wall had absolutely
no idea that he had produced a weak friable
mortar despite the fact he was using a mortar
bound with a cement which has the minimum
stated compressive strength of 55 Newtons
(and probably more like 65 Newtons), over 12
times the strength of our strongest natural
hydraulic limes.
The danger of over air entraining a lime
mortar cannot be emphasised enough. As
a rule of thumb, for every one per cent of
entrained air there is a five per cent drop in
strength. (There is an absolute correlation
between strength, vapour permeability and
brittleness in mortars: weaker mortars are
more vapour permeable and more flexible,
while stronger mortars are less vapour
permeable and more prone to cracking.)
Although principally we are not looking
for high strength mortars when using lime
mortars, as lime mortars are so much weaker
than their cement equivalents, over air
entrainment could have disastrous effects.
Used in renders and harls, over air entrained
mortars would have less contact points, akin
to sticking an Aero bar to a wall.
This article looks at just three types of
additive or admixture that are compatible
with hydraulic lime mortars if specified
correctly: air entrainers, water repellents and
water retainers. (Historical precedent shows
there were many, many more.)
AIR ENTRAINERS AND WATER REDUCING/
PLASTICISING ADMIXTURES
The most commonly used air entrainer is
sodium sulphonate. It comes from coconut oil,
made into a soap. The soap acts as a surfactant
at the air-water interface in the lime paste,
resulting in the formation of stable entrapped
air during the mixing process in the form of
very small separate air bubbles. The addition of
the air entrainer to the mix lowers the surface
tension of the water thereby assisting in the
formation of bubbles, just like adding washing
up liquid in the sink bowl. This ‘lubricates’ the
mix making it more workable or more ‘plastic’.
An additional effect of these admixtures is
to disperse or deflocculate the lime particles
within the mix. The more uniform distribution
of the lime particles throughout the mix results
in freeing up some of the mix water, thereby
reducing the water demand and, importantly,
avoiding potential problems of drying
shrinkage (see figures 1 and 2).
Lower water content also improves the
compaction of the mortar, its density, its
mechanical performance and ultimately
increases its compressive strength by
offsetting the loss in strength resulting from
the entrained air.
Another advantage is the reduction of
capillarity. High capillarity is not necessarily
a feature we would want in a lime mortar
on buildings with no damp-proof courses.
The bubbles will create air pockets that will
impede water circulation and discourage
water to be drawn into and up the walls of
historic buildings, which might endanger
their ability to handle moisture adequately.
However, over air entrainment of lime mortars
could result in decreased vapour permeability,
particularly if used with water repellents.
The third advantage is the increase in the
frost resistance of a mortar. Well distributed
entrained air provides two conditions that
inhibit the effects of freeze/thaw in mortar.
Firstly, this increases the air space and pore
structure to allow water to expand harmlessly
into the free voids preventing stress. Secondly,
the presence of the entrained air bubbles
(typically 0.05mm in size) which are larger
than capillary pores, disrupt and break the
capillary action, thereby reducing water
absorption due to capillarity.
WATER REPELLENTS
The most common water repellents (as
opposed to water proofers) are stearates
(magnesium, sodium or calcium) which are
derived from animal fats such as tallow or
vegetable fats such as linseed or olive oil. The
effect of the stearate is to reduce the surface
tension of a mortar inducing the ‘lotus effect’
(see illustration, right) where water droplets
‘bead’ and roll off the surface of the mortar,
and if dosed correctly will still allow water
vapour to escape to atmosphere. (It is worth
Googling the lotus effect for a more detailed
explanation.) Waxing a jacket or polishing
leather shoes produces similar effects. A
secondary effect of this additive is a mild air
entraining as a soap is formed producing
bubbles. The word ‘stear’ is the Greek word for
tallow (animal fat or lard).
If animal fats are introduced into the
production of ‘hot lime mixes’ (those made by
slaking quicklime, sand and water together
in one operation), the resultant exothermic
reaction produced by quicklime slaking will
melt them and disperse them throughout the
mix, and the high PH of the quicklime will
cause saponification of the fat, turning it into
The ‘Lotus effect’ of tallow limewash when hit with water
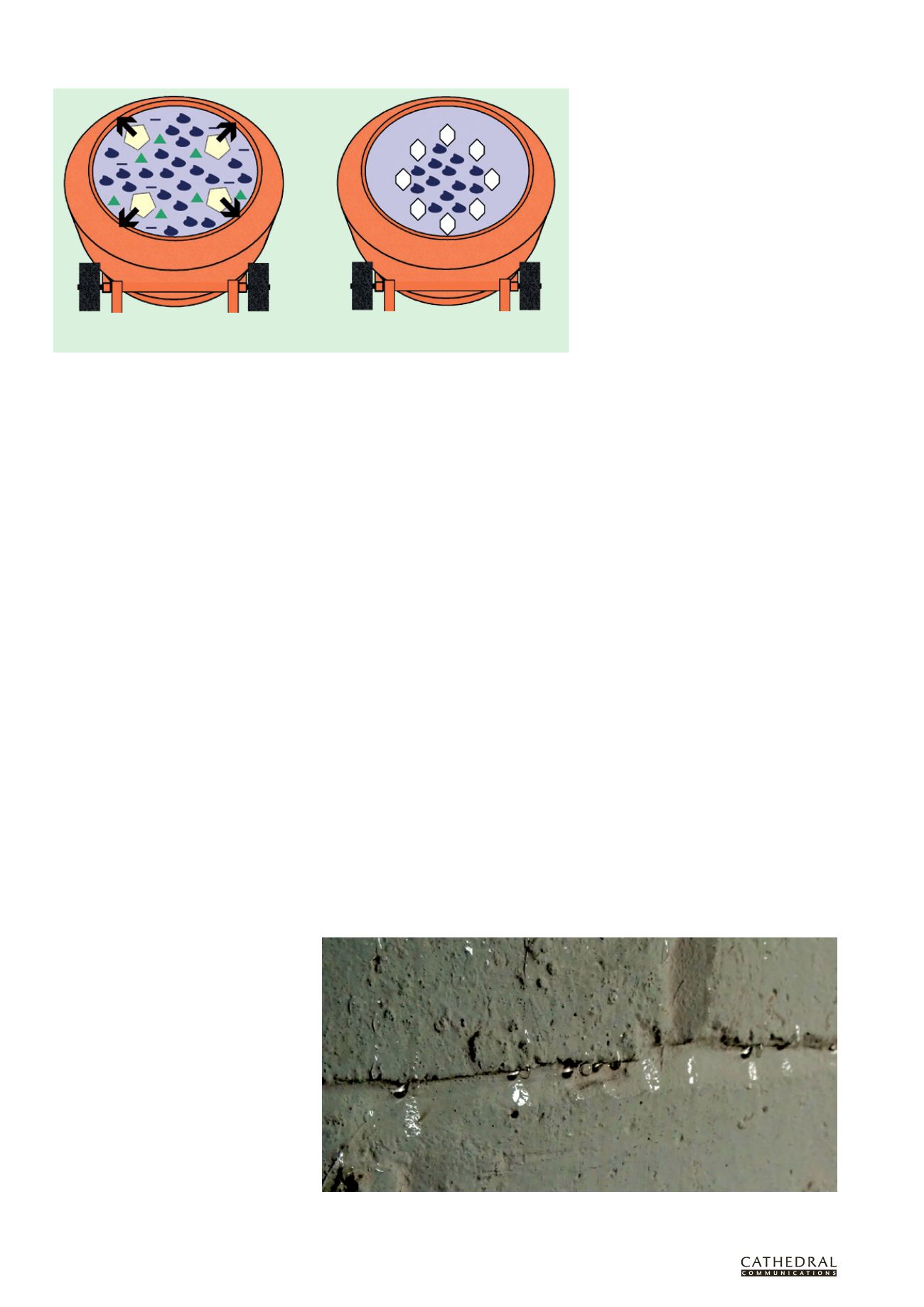
Figure 1: Lime particles in a mixer being dispersed
by the effects of a water reducing admixture
Figure 2: Flocculating lime particles trapping the
mix water where no admixtures have been used


